Как сделать сварной шов

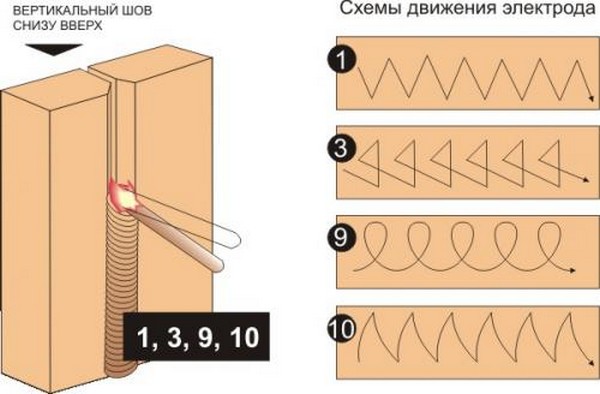
Как сформировать качественный сварочный шов без бугров?
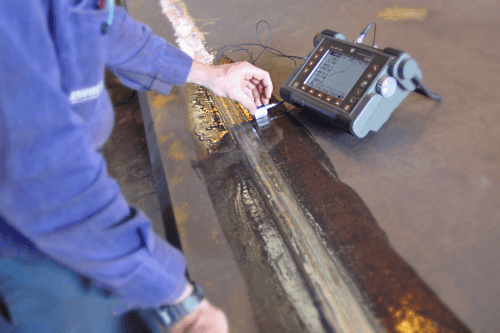
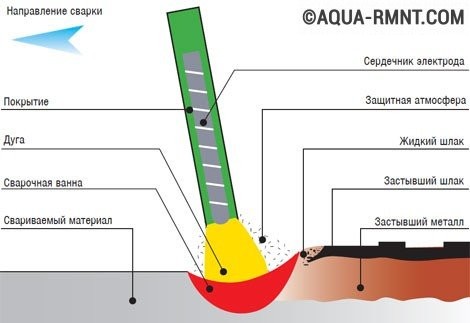
Оборудование для сварки плавящимся электродом, незаменимое при работе на улице. Защиту шва обеспечивает электродная обмазка. Она находится на поверхности сварочной ванны, исключает доступ кислорода к расплавленному металлу. Полученный шов покрыт хрупкой темной коркой — застывшим шлаком. Его удаляют молотком или аналогичным тяжелым предметом с острыми краями.









Соединение деталей в сварке осуществляется посредством плавления металла под действием высоких температур. На месте стыка заготовок формируется шов, по внешнему виду которого можно определить технологию. Понятия сварного соединения и сварного шва следует разделять. Он включает несколько зон, которые так или иначе подверглись воздействию сварочного процесса. Сюда входят зоны наплавления, сплавления и термического воздействия. Не подвергаясь плавлению, металл этой зоны нагревается и насыщается элементами, входящими в состав электродного покрытия или флюса.








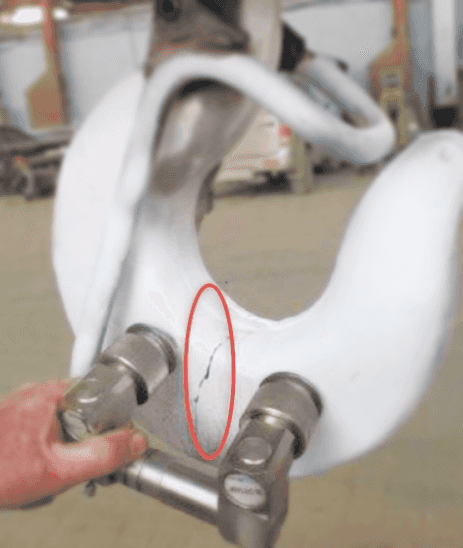


Цены на сайте приведены справочно и не являются официальной офертой, просьба уточнять актуальные цены у менеджеров! Использование TIG сварки позволяет получать красивые швы с равномерным проплавом по глубине. Но чтобы добиться качественного соединения, необходимо грамотно подходить ко всем этапам сварочного процесса — от подготовки поверхности и выбора электродов до подбора величины сварочного тока, газовых линз и давления в подаче аргона. Рассмотрим, что нужно учитывать при работе и какие параметры влияют на качество готового шва. Появление дефектов сварочных швов связано с множеством факторов — некачественный металл, нарушение технологии сварки, неправильный подбор присадочных материалов и режима работы аппарата и др. Все недостатки условно делятся на две группы — наружные и внутренние.